
















MARKETS


Cartridge Heaters
PRODUCTS
- Backer Hotwatt
- / Our Products
- / Cartridge Heaters
Cartridge HEATERS
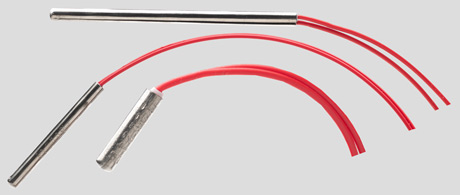
Backer Hotwatt manufactures a wide range of cartridge heaters also known as immersion heaters for a variety of applications. The size, sheath, leads, terminals, wattage and voltage can be adapted to meet your heating requirement needs.
Cartridge Heaters are our most popular product. We make low to medium cartridge and high watt density cartridge heaters. Cartridge heaters provide localized heat to restricted work areas requiring close thermal control. Dies, platens and a variety of other types of processing equipment are efficiently heated. Closely controlled work temperatures up to 1400° F (760 C) are obtained by a combination of heater location and proper wattage output.
Backer Hotwatt is a leading electric heating manufacture and can provide heating solutions to your specifications to accommodate your application and heating needs. Backer Hotwatt stocks all material for the different diameter units listed in the catalog. Your order, specifying the wattage, voltage, diameter, length and lead type is readily and quickly fabricated from our inventory. In addition, many standard sizes are available from our In Stock Cartridge Heaters for immediate delivery.

Availability: In Stock
INDEX
- Cartridge Heaters: How they are made & Why they fail!
- How are Cartridge heaters made?
- Why do Cartridge heaters fail?
- Obtaining maximum heat transfer and long life for high watt density heaters Cycling
- Location of temperature control point Empirical Guidline for Cartridge heater life
- History of cartridge heaters
Description
U.L. Recognized – E56973
C.S.A. Certified – 016386-0-000
Cartridge Heater Applications
Compressor Crankcase Heating, Copiers, Dies, Food Processing, Glue Pots, Heat Sealing, Hot Melt Adhesive, Labeling, Medical Equipment, Packaging, Photographic Processing, Plastic Molding, Platens, Wax Pots and Shoe Machinery.
Cartridge Heaters: How they are made & Why they fail!
Are your heaters failing prematurely? The useful life of a cartridge heating element is determined by how quickly the heat generated in the resistance wire can be dissipated to the outside sheath. To accomplish a useful life of the heater, two methods of manufacturing cartridge heaters are available; STANDARD cartridge heaters and SWAGED cartridge heaters. Although both type heaters look identical, the internal construction is very different.
For more information read our white paper: How to prevent cartridge heater failure and extend heater life
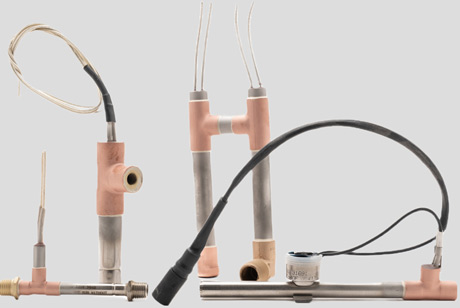
How are Cartridge Heaters made?
STANDARD CARTRIDGE / IMMERSION HEATERS
Nichrome wire heating coils are inserted in holes formed in ceramic tubes. Pure magnesium oxide filler is vibrated into the holes housing the heating coils to allow maximum heat transfer to the stainless steel sheath. The heater then has a heliarc welded end cap inserted on the bottom of the heater and insulated leads are installed.

SWAGED CARTRIDGE HEATERS
Nichrome wire is wound around a ceramic core which situates it in close proximity to the heater sheath. Pure magnesium oxide (MGO) is then vibrated in and the heater is swaged to a specific diameter. This compresses the MGO so it becomes an improved conductor of heat from the wire while maintaining its dielectric properties. This improves the heat transfer rate and allows for higher watt densities to be used on swaged cartridge heaters. Swaged heaters can operate at higher temperature and vibration applications with trouble free service.

Why do Cartridge Heaters fail?
1.IMPROPER FIT!
The most common cause of cartridge heater failure is an improper fit in the hole into which it is inserted. If the heater cannot dissipate the heat being generated and produced by contact with the sheath, the temperature inside the heater will continue to rise until the heater fails.
2.MOISTURE and/or IMPURITIES ARE PRESENT!
The MGO used in cartridge heaters is hydroscopic. Every time power to electric heaters is eliminated, an internal vacuum occurs which draws in air from the surrounding area. If moisture or impurities (oil, gas, etc.) are present, they can be drawn in to the heater, and cause a short circuit resulting in a heater failure.
3. WATT DENSITY IS TOO HIGH!
If the watts/square inch is excessive, the heater will not be able to dissipate the heat and the heater will fail.
4. INCORRECT VOLTAGE!
The wattage of any electric heater varies as the square of the voltage. If a 120 Volt heater is powered on 240 Volts, the wattage will be 4 times greater than that for the same 120 Volt heater. Under normal conditions, this may result in heater failure.
We have cartridge heaters, round, square , and rectangular from 1/8” to 2 3/8” diameter and metric sizes from 6mm to 20mm. We have special features for lead configuration and protection, end seals for adverse environmental situations, and sheath materials from stainless steel to titanium.
Obtaining maximum heat transfer and long life for high watt density heaters.
Fit
High watt density heaters require careful fit to insure optimum performance and long life. Backer Hotwatt recommends that installation holes not be drilled and reamed over .002 larger than the nominal hole size required. The heaters are sized so that they never exceed .005 less than the nominal diameter and always at least .001 under the nominal diameter for a slide fit. These close fits insure rapid heat transfer from the heater and also help keep the unit as cool as possible, which contributes to long life.
Cycling
Rapid cycling of heaters from very low to very high temperatures shortens their life considerably. It is recommended therefore, that care be taken to compute the correct wattage for any given installation. Optimum wattage should result in a 50/50 off/on cycle. For very high temperature operation (over 750°F), off/on control might well be replaced by input voltage regulation through variable transformers or silicon rectifiers so that great temperature fluctuations in the heater wire are minimized.
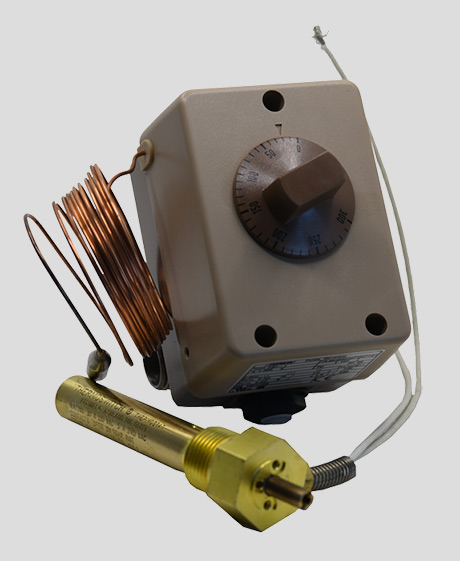
Location of temperature control point
When thermostats are used, the sensing element ought not to be placed further than 1/2″ away from the heater wherever possible. Location further away could conceivably cause the unit to run too hot and thereby shorten life.
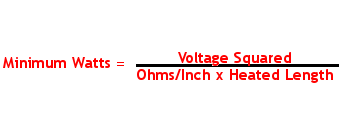
Wattage
Minimum wattage is based on 60 watts per square inch. Units with lower watt densities may be manufactured for special conditions such as high temperature or vibration. Minimum wattage available can be determined using the following formula and the values in Table 1:
History of cartridge heaters
CARTRIDGE TYPES –
Original old standby made with ceramic supported wire insertion into a metal tube filled with loose fill inorganic ceramic powder (usually magnesium oxide). Cross sections can be round from 1/8 inch diameter to 2 inches diameter; square, hexagon, triangular, etc. Cross sections are also available; length can be from < 1 inch to > 4 feet.This is usually the first choice consideration for OEM’s and accounts for an estimated 20% of total electric heaters made. Power density is < 100 watts per square inch and temperature up to 1200 degrees F are possible.
- Standard Cartridges – Usually made inside a metal tube that looks like a bullet Cartridge; a possible source of its name. Various types listed below.
- Compacted Cartridges – Developed about 60 years ago, possible influenced by the good power density capacity of roll compacted tubular, said units by nature of compacting the inorganic power tightly to the resistance wire makes an excellent unit. Compacted cartridges power density increased compared to un-compacted cartridges in units less than 500 watts per square inch. Compacted heating units also can approach 1800 degrees F. The requirement for higher quality tubing (to withstand rolling/swaging compaction), precision fired crushable ceramic internal parts plus the added compaction operation make this unit 1 ½ – 3 times standard cartridge cost. They are available from most vendors in diameters from 1/8 inch to 1 inch and length from 1 inch to > 3 feet. A first choice for OEM’s that need high power density/temp. inside a small envelope.

